اکسترود مستقیم ( direct extrusion )
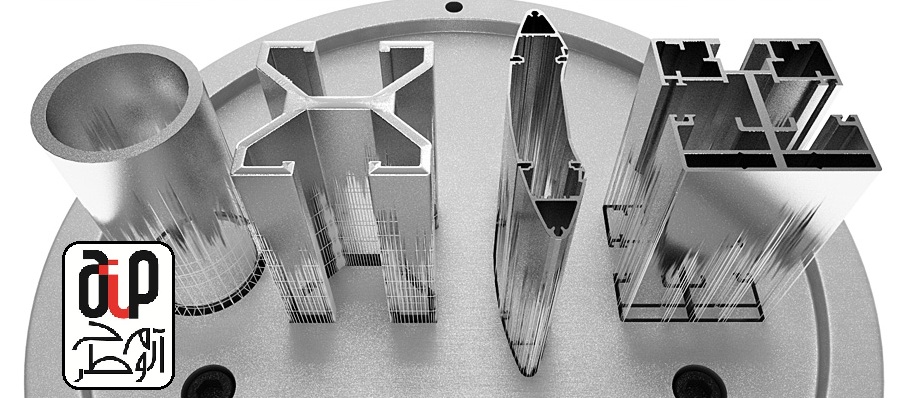
به طور کلی اکستروژن به فرآیندی گفته می شود که طی آن بیلت های آلومینیوم ، تحت فشار از داخل قالب با شکل خاص رد شده و سطح مقطعی را تولید می کنند. اکستروژن روش های مختلفی دارد که عمومی و ساده ترین شکل آن به صورت اکسترود مستقیم است . در شکل زیر نحوه کار یک دستگاه پرس اکستروژن مستقیم نشان داده شده است
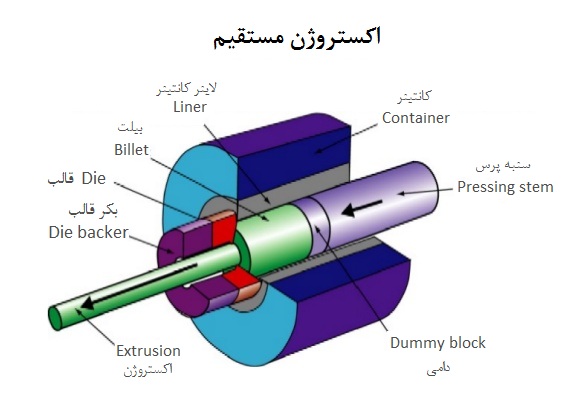
کانتینر دستگاه از چندین لایه ضخیم ساخته شده است و معمولاً قادر به تحمل تنش های شعاعی بسیار بالا می باشد . برای تولید یک پروفیل بیلت مناسب دستگاه که قبلاً در دستگاه پیش گرم ، به دمای مناسب تولید رسیده داخل دستگاه قرار داده می شود . سپس دامی پشت بیلت قرار گرفته و سنبه پرس به وسیله نیروی سیلندرهای قدرتمند هیدرولیکی بر روی بیلت فشار وارد می کند . در اثر فشار وارد شده دما بالا می رود و مواد نیمه مذاب و خمیری مانند از داخل قالب عبور کرده و شکل پروفیل را می سازند.
وجود نیروهای اصطحکاکی به میزان قابل توجهی باعث افزایش فشار دستگاه پرس می شود . به دلیل وجود اصطحکاک تنشی بین قالب و بیلت باید روانسازی بین این دو صورت بگیرد که دارای اهمیت بسیار زیاد است . روانسازی بین بیلت و قالب به طرق مختلف صورت می گیرد و تاثیر به سزایی در زمینه کاهش فشار دستگاه و فشار بر روی قالب دارد .
به صورت تجربی دیده شده که در فاز اول تولید هنگامی که بیلت پشت قالب قرار گرفته ، فشار دستگاه سریعاً به بالاترین مقدار خود افزایش پیدا می کند و وضعیت تولید پروفیل ناپایدار است . برای اصلاح و تعیین مشکلات قالب از سر شاخه ی بیرون آمده از قالب استفاده میکنند که بیان کننده مشکلات موجود در تولید است.
پروفیل اکسترود شده که از قالب خارج می شود را باید به صورت دستی و یا اتوماتیک بیرون کشید . این کار فشار را بسیار کاهش می دهد و به تولید پروفیل مطلوب کمک می کند. دستگاه پولر ، پروفیل را به طور یک دست و با قدرت یکسان بیرون می کشد و بر روی ریل های مقابل دستگاه قرار می دهد . این عمل تا حد بسیاری به تابگیری و اصلاح پیچیدگی پروفیل کمک می کند.
در فاز دوم تولید بیلت به حالت پایدار رسیده و فشار روی دستگاه کاهش پیدا می کند و پروفیل نیز کیفیت خوبی خواهد داشت.
در فاز سوم بیلت کم کم به انتها رسیده ،فشار بر روی دستگاه به کمترین حد خود رسیده و دوباره به حد بیشینه ی خود خواهد رسید .
بعد از تمام شدن یک بیلت ، بیلت های بعدی به صورت متوالی در دستگاه قرار می گیرند . با این روش می توان به طول بی نهایت پروفیل ها را تولید کرد . بعد از تولید می توان پروفیل های اکسترود شده را به ابعاد دلخواه با اره برش زد . معمولا در فرایند تولید 10 تا 15 درصد طول بیلت منطقه ی انتهایی آن است که در فرایند استفاده نمی شود و به آن ته بیلت می گویند.
دما عنصر بسیار مهمی در فرایند تولید پروفیل اکستروژن است . با بالا رفتن دما تنش مواد کاهش پیدا می کند و اکستروژن راحت تر صورت می گیرد اما ممکن است دما به نقطه ذوب آلیاژ نیز برسد که این اتفاق موجب از بین رفتن خواص مورد نظر برای آلیاژ های استفاده شده در تولید است. افزایش سرعت رام باعث افزایش فشار و در نتیجه بالاتر رفتن دمای آن می شود . در سرعت های کمتر رام ، گرمای تولید شده برای انتقال ، زمان بیشتری در اختیار دارد . برای کاهش ضایعات تولید ، باید در تمامی این مراحل تولید بر روی دما ، فشار و سرعت کنترل داشت . پیچیدگی روابط بین این سه متغیر باعث شده تا تلورانس اکستروژن آلومینیوم بسیار بالا باشد و کنترل آنها به تولید پروفیل مطلوب کمک بسیاری می کند.



بسیار لذت بردم از مطلبتون. این سایت هم مطالب جذابی داره لینکشو براتون میزارم.
http://gsolitech.com/